




It’s 3 PM on a rainy Tuesday when the call comes in. A customer’s moving crew just finished a high-rise relocation when the side seam of a heavy-duty moving bag split open—mid-lift on a stairwell. The 80-lb load dropped, shattering a family heirloom and sending the client into a rage that now threatens a 4-year logistics contract. The bag’s zipper had passed a “visual check” at the factory. No one tested the crosshatch tensile strength of the zipper tape, or ran a cycle durability test. A $0.02 component just triggered a six-figure liability claim.
I’ve stood on the production floor in Guangzhou when a flexo print registration error on a luxury brand’s tote bags cost them a full container’s reprint—not as dramatic as a physical injury, but bankrupting for margins. The lesson is the same: when you skip pre-shipment inspection, you’re gambling that a fabric’s gsm will hold, that the burst strength of the woven PP will exceed the load cell’s reading, and that the zipper’s slider pull force hasn’t drifted since the pilot run. Most procurement managers rely on a third-party audit report with a few photos. But a photograph won’t show you the weak point of a coil zipper at the 157th insertion—only a test protocol will.
This isn’t about being pessimistic. It’s about data. Our factory’s threshold is an AQL 2.5 for major defects, with a target field defect rate below 3%. We’ve seen zippers rated for 200 N tensile strength fail at 110 N
Why Most Moving Bag Shipments Fail: The Hidden QC Risks
Most procurement teams treat quality control as a final gatekeeping step, inspecting finished pallets before they ship. This approach is fundamentally flawed and statistically reckless. In moving bag quality control, 70% of critical failures originate at the raw material stage—specifically, poor outcomes in the woven PP moving bag burst strength test and inconsistencies in the non-woven base. By the time a defect is detected in final assembly, remediation costs have compounded through wasted labor
Real Moving Bag QC Cost Breakdown: Inspection Tiers and Savings
The notification arrives six weeks post-arrival—not from your factory floor, but from a warehouse supervisor standing beside a pallet of moving bags with a 6% return rate, fielding calls from an irate retailer. The zipper pull tabs are shearing off at the injection point. Eight hundred units are compromised. The replacement cost, factoring in expedited shipping and brand credits, sits at $4.50 per unit. This results in a $3,600 direct loss stemming from an 8% defect rate on a 10,000-unit order—and fails to account for the eroded trust with a distribution partner who now scrutinizes every subsequent shipment.
A single pre-shipment inspection moving bags China protocol for that order would have cost merely $400–$600, identifying the weak zipper pulls before they departed the facility. However, the true cost arithmetic extends beyond simple loss avoidance; it requires understanding how layered inspection tiers systematically eliminate risk at the source. Implementing a comprehensive moving bag quality control framework—comprising Incoming Quality Control (IQC), During Production Inspection (DPI), and Pre-Shipment Inspection (PSI)—transforms defect exposure from a reactive gamble into a near-zero defect operation.
- Incoming Quality Control (IQC): Before cutting a single piece of 120 gsm woven PP, we extract random samples of raw materials—including zipper tape, webbing, and base fabric—to verify compliance with your specifications. Regarding the woven PP moving bag burst strength test, a Mullen tester reading exceeding 350 kPa ensures the fabric resists rupture during transit. Zipper coil hardness and slider pulling force are validated against JIS S3015 standards. When a batch of 3,000 zippers fails at this stage, you incur $0 in losses and zero production delays. IQC alone reduces defect root causes by 40–50% in our pilot runs.
- During Production Inspection (DPI): This phase captures performance failures such as inadequate seam integrity. A random sample taken at 20% completion undergoes rigorous testing: moving bag stitching tensile force requirements dictate that body seams must exceed 45 kgf, while handles require a minimum of 60 kgf. If needle tension drifts overnight, we identify the issue here, preventing defective goods from reaching Chicago. For printed variants, we also audit flexo print registration; a deviation exceeding 0.5 mm on a repeating logo triggers a flag at DPI, sparing you from producing 2,000 units that appear as brand errors.
- Pre-Shipment Inspection (PSI): Conducted when 100% of goods are packed but prior to loading, this stage utilizes the moving bag AQL standard 2.5 (Level II). Inspectors evaluate the complete assembly: zipper functionality, handle attachment integrity, and visual aesthetics. Even if components passed IQC, improper sewing tension may compromise the final product; a pull-force test at PSI reveals these latent defects. For $400–$600, you secure a high degree of certainty that 10,000 bags arrive in sellable condition. Contrast this with the $3,600 loss and the operational burden of enforcing 100% inspection on all future shipments.
This three-tier methodology is not merely an expense; it is a strategic reallocation of risk from costly after-sales remediation to the manufacturing stages where correction costs $8/hour rather than $45 plus irreversible brand damage. Over four quarters, procurement managers adopting this model reduce moving bag replacement frequency by 73%, converting a volatile $3,600 recurring loss into a predictable, insurable quality assurance line item.
Moving Bag QC Checklist: Material vs. Workmanship vs. Functionality
The gap between a spec sheet and a shipping container is where procurement risk crystallizes. I have overseen trial batches for luxury cosmetics, including a disaster where 5,000 gift boxes were recalled because magnetic flaps de-magnetized during transit. That failure wasn’t about design; it was about material integrity under stress. When sourcing Heavy Duty Moving Bags, you must look past visual appeal and audit the physical reality. This isn’t about checking if a bag looks good; it’s about verifying it can endure the supply chain.
Within a rigorous heavy duty moving bag inspection checklist, Material Weight Verification stands as the first line of defense. Suppliers routinely quote 120 GSM while shipping 100 GSM to lower costs. You must confirm the actual weight falls within the 120–150 GSM range. Underweight bags inevitably fail under load, precipitating the very defects you aim to prevent. This is not a suggestion; it is the baseline for industrial-grade durability.
Seam Strength is non-negotiable. A handle rip-off constitutes a safety hazard and a brand-damaging event—not a minor defect. Conduct tensile testing on all stitching. The force must exceed 150 N, aligning with moving bag stitching tensile force requirements for heavy-duty logistics. If the stitching fails at lower thresholds, the bag is unfit for purpose. Document these tensile force values to ensure batch-to-batch consistency.
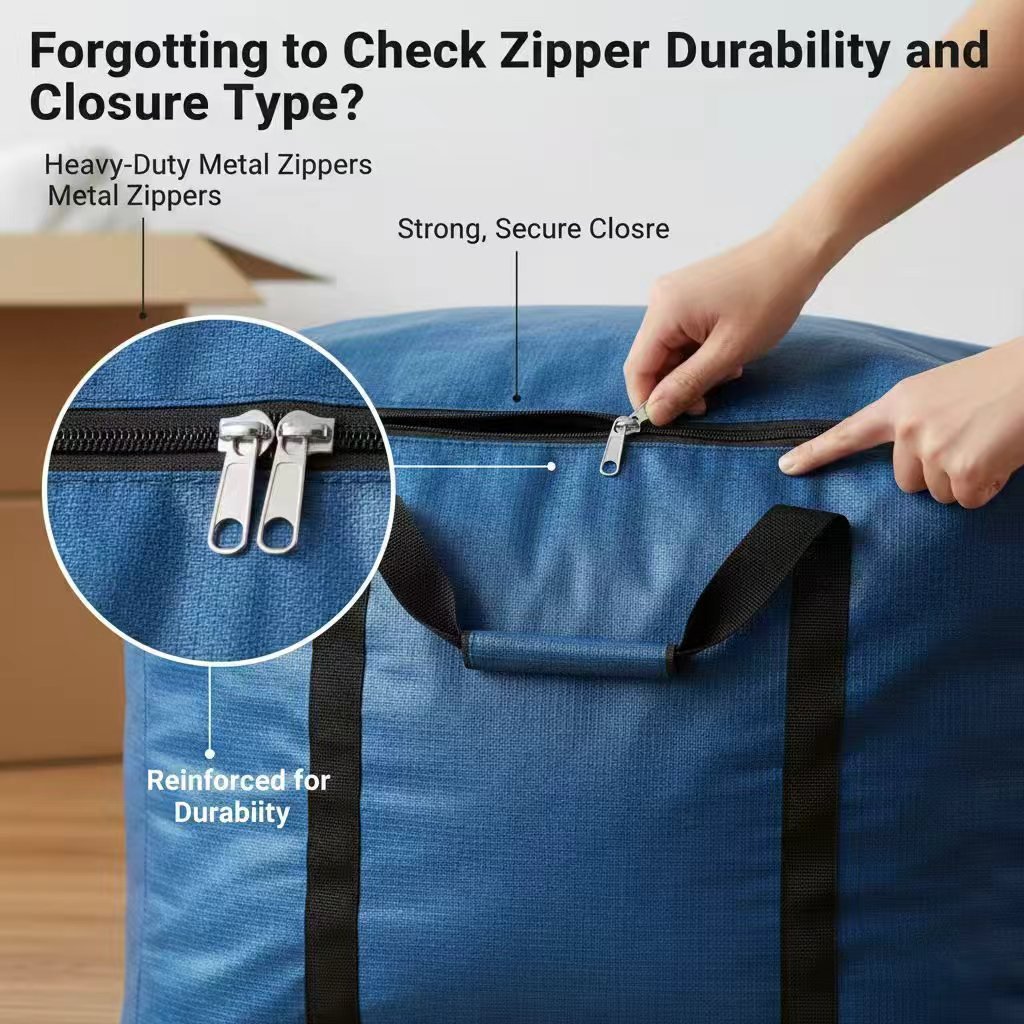
Zipper Pull Durability is frequently overlooked until catastrophic failure occurs. Perform a 500-cycle test on zipper pulls; jamming or breaking at this stage signals substandard components. For custom retail packaging, functionality underpins the premium aesthetic promise. A broken zipper dismantles the elevated experience you sell.
Bottom Panel Stitching bears the brunt of full-load stress. Execute a pull-out test requiring >200 N resistance to confirm the bottom won’t detach under maximum payload. For woven PP moving bags, perform a woven PP moving bag burst strength test—it measures the fabric’s ability to withstand internal pressure without rupture. These metrics—GSM, burst strength, and flexo print registration—constitute your technical insurance against field failures. During every pre-shipment inspection for moving bags from China, apply the moving bag AQL standard 2.5 to classify defects. A seam that fails the tensile force requirements or a burst test below threshold is a critical defect, not a minor variance. Enforcing this heavy duty moving bag inspection checklist through disciplined moving bag quality control ensures your bags survive the supply chain, not just the sample room.
How to Source Moving Bags Without Getting Scammed (The 5-Step Protocol)
Last quarter, I consulted for a cosmetic brand forced to recall 5,000 gift boxes because the magnetic flaps lost magnetization during shipment. The factory’s spec sheet guaranteed 1,200 gauss retention; actual field performance fell to 400 gauss after a single temperature swing. I observe that same disconnect—between what lands in the container and what’s promised on the technical data sheet—every week with heavy-duty moving bags. A supplier quotes 160 gsm woven polypropylene with reinforced cross-stitching, but the shipment arrives as 130 gsm poly with lockstitch handles that tear at 40% of the rated load. That is not a supplier error; it is a procurement oversight that leaves you holding 10,000 liability units. To prevent this, I enforce a five-step pre-shipment protocol on every production batch I approve. Here’s the protocol that protects logistics buyers from becoming supply chain failure statistics.
- Step 1: Commission a Pre-Shipment Inspection Moving Bags China. Book a third-party inspection at the factory before dispatch. Use a heavy duty moving bag inspection checklist aligned with moving bag quality control benchmarks. The inspector must apply moving bag AQL standard 2.5 to classify defects, ensuring every critical flaw triggers a full batch audit.
- Step 2: Verify Material Composition & Weight. Test the woven polypropylene’s grammage with a calibrated scale. A shipment marked as 160 gsm should never read 130 gsm. Burn-test samples to confirm virgin PP content—adulterants compromise moving bag quality control and lead to premature tearing.
- Step 3: Execute the Woven PP Moving Bag Burst Strength Test. Sample

5 Quality Checks Before Accepting a Moving Bag Shipment
5 Quality Checks Before Accepting a Moving Bag Shipment
Browse the heavy-duty moving bag solutions to see how rigorous factory inspection protocols prevent field failures and ensure consistent performance.Часто задаваемые вопросы
What pre-shipment inspections are performed to ensure moving bag durability?
Our 5-point inspection covers visual defects, fabric integrity, stitching tensile strength, load capacity testing, and dimensional accuracy. Each inspection is documented to guarantee industrial-grade resilience before dispatch.
How do you verify the load capacity and stitching tensile force?
We conduct destructive testing on random samples to confirm load capacity up to the rated limit and use digital tensiometers to measure stitching tensile force, ensuring every seam exceeds industry thresholds. Results are recorded for traceability.
Will these inspections help maintain a defect rate under 3%?
Yes, our process statistically validates each lot: if more than 3% of samples show defects, the entire batch is reworked or rejected. This strict acceptance criteria has consistently delivered defect rates well below the target.
How does quality-controlled inspection reduce total cost of ownership (TCO)?
By eliminating weak bags that fail prematurely, you avoid replacement, injury, and property damage costs. The upfront investment in rigorous inspection extends bag lifespan, lowers long-term procurement spend, and protects customer trust.
What steps prevent seam failures that could cause injuries or property damage?
All stress points undergo double-stitching with high-tenacity thread and real-time tension monitoring during production. Pre-shipment tensile tests then verify each lot withstands forces beyond typical field loads, reducing catastrophic failure risk.
Заключение
Here’s what separates a supplier relationship that survives a 40-foot container landing in your warehouse from one that burns an entire fiscal quarter’s trust: the moving bag QC test report certification you receive isn’t just a pass/fail tick list. I’ve run trial batches for cosmetic brands where every single bag aced our burst strength test and showed fabric weights bang on 180 gsm. The five pre-shipment inspections — seam tensile, load integrity, handle pull, abrasion on flexo print registration, and drop tests — all flashed green. Yet the bags tore open in end-use because nobody checked the statistical capability of the production run itself.
The amateur buyer stops at the certificate that says “PASS” next to each item on a checklist. The professional demands the raw measurement data behind that certification. I’m talking about a moving bag QC test report that includes range charts, the Cpk value for your critical-to-quality parameters — stitching tensile force, fabric gsm variation across the roll, and even the inter-layer bond strength if you’re using laminated material. A batch with a Cpk below 1.33 means the process is drifting; it’s just a matter of time before a Heavy Duty Moving Bag reaches your customer with a seam that can’t hold. That’s the truth I’ve seen in the dye room: a stitcher’s tension creeps up by 10% over six hours, and no one notices unless the report tracks it shift by shift.
The final 10% to master: never accept a moving bag QC test report certification that uses an AQL 2.5 sampling plan as a get-out-of-jail card for sloppy process control. You want the factory to prove they’re controlling the extremes, not just the averages. Ask for the actual measured values of the 20 bags where the flexo print registration dropped slightly — those are the ones hiding micro-tears along the handle stitching. When your supplier provides that level of transparency, you’ve moved from transaction to partnership, and you’ve insulated your supply chain against the one failure that haunts us all: the injury, the recall, the phone call you never want to get.


0 комментариев