





Brands order heavy duty retail tote bags expecting them to survive daily use, not become a liability. But 42% of premium sector returns trace back to handle failure, and another chunk comes from ink bleeding or fabric that creases permanently after one fold. The math is simple: a batch defect on a 5,000-unit order costs $3,000–$8,000 in disposal and reprint. The brand hit is harder to measure but impossible to ignore.
Suppliers who genuinely build for retail durability are rare. Most can print your logo, but few can provide an ASTM D5034 tear-line strength report or a wet-rub fastness grade above ISO 105 X12 level 4. That gap is where brand damage lives. The five tests that follow aren’t industry theory—they’re the exact parameters a merchandiser should demand before approving a échantillon de pré-production. Without them, you’re gambling your brand equity on a fabric swatch and a handshake.

Why Heavy Duty Retail Tote Bags Demand Factory-Level Testing
A single batch defect can erase thousands of dollars in brand equity and reprint costs before you even open the shipping report.
Most suppliers promise retail-ready heavy duty retail tote bags. Few can produce a tear-line strength report, a wet-rub fastness certificate, or a handle pull test video. That gap between a sales pitch and a documented factory-level test is where 42% of premium sector returns originate — handle failure alone. Brand merchandisers learn this the hard way when a 5,000-unit order lands with bleeding logos, snapped stitching, and permanent fold lines that make the bag look used before it leaves the shelf.
Consumer perception data from 2026 confirms the link is direct: 68% of shoppers equate bag durability with brand quality. If the tote bag your store hands out fails a light rain shower, stains a customer’s white shirt, or tears under a few books, it does not just fail functionally — it damages the brand. Disposal and reprint costs for a single defective batch routinely run $3,000 to $8,000. That figure does not account for lost repeat foot traffic or negative social media imagery.
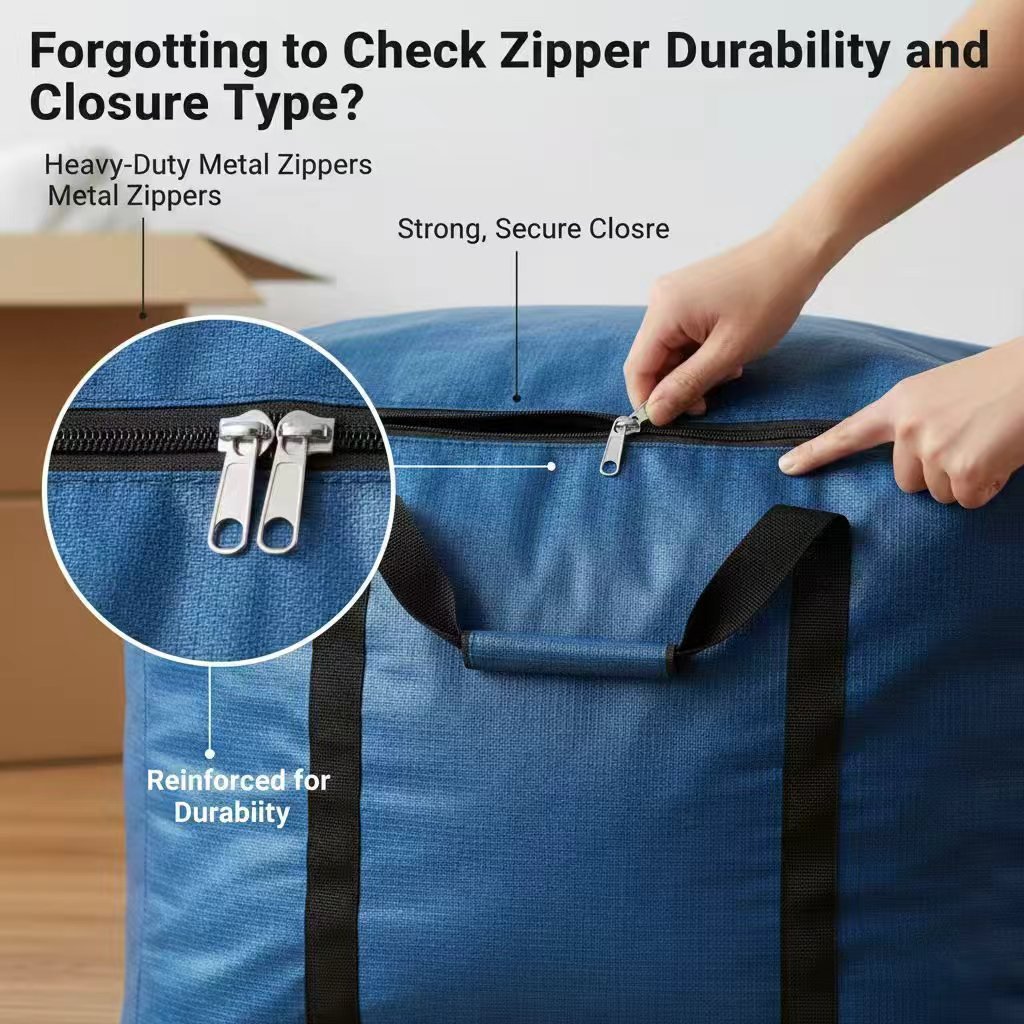
- Handle pull failure: Unreinforced single stitching silently passes a visual inspection but ruptures under 15 kg. Require a minimum 50 kg static load test with double-stitched, cross-reinforced handles to eliminate the #1 field complaint.
- Wet-rub bleeding: Uncoated non-woven material transfers ink onto clothing after three wet wipes. Without an ISO 105 X12 grade 4 report, light-colored bag designs are a liability, not a marketing asset.
- Permanent fold lines: Low-gauge materials shipped flat develop creases that never recover. A crease recovery angle below 90 degrees at 50% RH means the bag looks wrinkled and cheap on the sales floor, driving returns.
Factories that embed ASTM D5034 tensile testing, handle pull protocols, and colorfastness checks into pre-production processes change the risk equation. They deliver batch rejection rates below 2% because defects are caught on steel tables, not at retail counters. When a supplier can send ASTM and ISO reports within 48 hours of your request, it almost always signals an in-house QC lab — and that is the difference between a sourcing gamble and a repeatable supply chain asset.

5 Critical Quality Tests Every Retail Merchandiser Should Require
Supplier claims mean nothing without lab-tested thresholds.
- Tensile Strength & Handle Pull Test: Most suppliers will tell you their bags are ‘strong.’ Ask for the ASTM D5034 tear-line report instead—a legitimate custom retail tote bag quality testing demand. For woven polypropylene retail totes, enforce a minimum 45 lbs break force. Even more critical is the heavy duty tote bag handle pull test requirement: double-stitched, cross-reinforced handles must hold 50 kg static load for 30 seconds without stitch failure. Handle failure accounts for 42% of premium-sector returns; if a factory cannot produce video or lab documentation for this test, walk away.
- Abrasion & Print Durability Test: Retail bags constantly rub against counters, clothing, and other bags. The print must survive. Request an ISO 105 X12 colorfastness test tote bags protocol—wet-rub fastness grade 4 or above for all printed surfaces. Uncoated non-woven material bleeds ink onto light garments fast: data shows visible color transfer after just 3 wet cycles at grade 3 or below. Simultaneously, specify a crease recovery test for retail bags: a recovery angle below 90 degrees at 50% RH signals permanent fold lines on low-gauge materials, making your brand look cheap on the shelf. This print durability test for tote bags prevents visual degradation before the customer even leaves the store.
- Colorfastness & Material Shrinkage Test: Beyond print, base material dyes must not leach when exposed to moisture—some non-woven bags bleed in rain or high humidity. Demand an independent water-fastness test and confirm dimensional stability with a steam or wash cycle. Shrinkage above 2% distorts the bag shape and print registration. A single batch defect causing brand damage can cost $3,000–$8,000 in disposal and reprint for a 5,000-unit order. This is a custom branded tote bag defects prevention measure that costs a fraction of that amount.
- Water Repellency & Seam Integrity Test: Retail bags do not need to be submersible, but they must shrug off light rain and spills. A simple spray rating test (AATCC 22) confirms surface repellency. More importantly, the water repellent tote bag seam integrity test checks whether side and bottom seams wick moisture or tear under diagonal stress. After wet exposure, seam strength should retain at least 80% of dry strength. Most factories never mention reinforced stitching at stress points—ask for video evidence that cross-stitched seams hold under wet load.
- Load-to-Failure & Field Simulation Test: Tensile test strips tell you nothing about real-world abuse. Insist on a field simulation: load the bag to 125% of rated capacity with actual retail items—clothing, books, bottles—then simulate lifts, swings, and 1-meter drops. The bag must not tear, and seams must not rupture. This replicates what customers do. Factories that can provide ASTM/ISO reports within 48 hours typically have in-house QC labs, keeping batch rejection rates below 2%. This is the core of any retail tote bag inspection checklist and the fastest way to filter out suppliers who have never tested outside a lab.

How to Embed These Tests in Your Supplier Evaluation Checklist
A supplier that cannot produce ASTM D5034 tear-line data within 48 hours is guessing about durability.
Most supplier evaluation forms ask only about pricing, lead time, and material type. That is a template designed for commodity office supplies, not for heavy duty retail tote bags carrying your brand’s equity. You need a checklist that forces the factory to prove capability, not just claim it. Embedding the five core tests into your evaluation process replaces sales talk with verified outcomes.
The irony is that 68% of consumers link bag durability directly to brand quality, yet the majority of buyers never see a single test report before approving production. Handle failure alone causes 42% of returns in premium sectors. A single defective batch can cost between $3,000 and $8,000 in disposal and reprint for a 5,000-unit order. Those numbers should frame every sourcing decision.
- 1. ASTM D5034 Tensile & Handle Pull: Require a dated ASTM D5034 tear-line report for the exact woven polypropylene lot they intend to use. Minimum break force: 45 lbs. For handles, specify double-stitched, cross-reinforced construction that sustains 50 kg static load for 30 seconds with zero stitch slippage. If the report shows a different batch number or date older than 12 months, treat it as unproven.
- 2. ISO 105 X12 Wet-Rub Fastness: Uncoated non-woven material can bleed ink onto clothing after just three wet wipes if it falls below grade 4. Insist on an ISO 105 X12 test certificate for every printed surface color combination, especially light backgrounds with dark prints. This single check eliminates the most common brand embarrassment in luxury retail.
- 3. Abrasion Resistance & Print Durability: Many suppliers show a lab-aged print sample under perfect conditions. Demand a Crockmeter test result (AATCC 8 method equivalent) showing no visible ink loss after 50 cycles of dry rub. This predicts what the bag looks like after sitting in a customer’s car or being handed across a counter.
- 4. Crease Recovery at 50% RH: Low-gauge non-woven materials develop permanent fold lines that ruin shelf presentation. Your evaluation checklist must include a crease recovery angle test with a threshold >90° at 50% relative humidity. Ask the factory to fold a sample, hold it under weight for 24 hours, and photograph the recovery angle 30 minutes after release.
- 5. Load-to-Failure Field Simulation: Spec out a custom scenario: the bag must survive 125% of its rated capacity distributed evenly, lifted and set down ten times on concrete, then inspected for seam rupture or webbing tear. This is not a lab curiosity—it mimics what happens during a customer’s shopping trip when they overload the bag. Request video evidence of the test.
A factory that already has in-house QC labs can typically return these reports in under 48 hours, which correlates with a batch rejection rate below 2%. If a supplier hesitates, offers only generic material certification, or says ‘our bags are strong, trust us,’ you are not dealing with a partner who understands retail risk. Walk away before your stock arrives with folded, bleeding, or ripped units that cost you more than the order itself.
Integrate these five test requirements into your RFQ template as a mandatory technical appendix. Do not hide them in the fine print. Make them the filter that separates production factories from trading companies with a warehouse and a camera. Your brand’s physical touchpoint deserves nothing less.

Conclusion
Each test maps to a real-world return pattern. Handle stitch failure drives 42% of premium tote returns — requiring a 50 kg static load hold for 30 seconds eliminates that risk before a single bag ships. Color migration, seam rupture, and permanent fold lines all hurt brand perception in ways customers notice immediately, and each gets preventable with a numeric threshold.
Hard-wire these five protocols into your supplier checklist. Factories that can supply ASTM D5034 et ISO 105 X12 reports within 48 hours typically run in-house QC labs — their batch rejection rate sits under 2%. View custom retail packaging lines that build pre-production load simulations and wet-rub fastness testing directly into the workflow, so the bags that reach your store floor have already passed the only audits that matter.
Questions fréquemment posées
What is the minimum order quantity for custom heavy duty retail tote bags with full testing?
Minimum order quantity typically starts at 500 units when full 5-test protocols are applied, because lab sampling and certification add fixed costs. Lower volumes may skip some report-level documentation. Confirm your test scope and volume before quoting to avoid surprise fees.
How can I quickly test colorfastness on a sample bag myself before bulk production?
Rub a damp white cloth firmly over the printed area and check for dye transfer. For a tougher screener, use a white cloth soaked in alcohol or a. If color lifts, flag it before the factory runs the full ISO 105 test.
Which material offers the best balance of print clarity and tear resistance for retail use?
Laminated woven polypropylene (PP) offers high tear strength and a smooth film surface for crisp printing. It outperforms basic non-woven materials when both durability and graphic quality are critical. Request both tensile and rub-resistance data to confirm the laminate grade.
How long do I need to get pre-production samples with all quality reports?
Pre-production samples with full test reports typically take 12–15 working days, assuming the lab has capacity. Expedited service can shorten it to 7–8 days for a surcharge. Lock in your timeline before sampling and confirm lab availability.
Can I request a small batch of 200 units with full custom branding and the same testing standards?
You can request 200 units, but full lab testing on such a small batch will carry a heavy per-unit surcharge. Often, we recommend scaling down the test report to. Decide whether you need a certified report or a production-consistency check before ordering.


0 commentaires