





Bulk Moving Bags Factory Audit: 7 Red Flags (China 2026) is the first checkpoint buyers should lock before they approve a supplier, budget, or production slot. In the 2026 China sourcing landscape, a moving bag factory audit often starts with a polite handshake and ends with the discovery that the factory’s claimed 30-ton daily output is really one extrusion line limping at 40% capacity.
The real cost of skipping that audit shows up in numbers most buyers never see. Industry audit samples from 2026 found that 72% of woven PP bag factories outsource tensile testing, so batch strength is anybody’s guess. Handles stitched with a single-needle chainstitch fail at 60% of the rated load. Contaminated pallets have cost logistics firms $12,000 in rejected shipments. A proper audit runs $300 to $800 — trivial compared to a $10,000-plus write-off from defective bags. Catch these red flags before the pallets clear customs.
Red Flag 1: The Capacity Charade – Claimed vs. Actual Daily Output
One factory claimed 30 tons/day output but ran a single extruder at 40% capacity.
The claimed daily output on a supplier’s website is often a mathematical hallucination. During a 2026 audit in Wenzhou, a sales manager confidently stated their facility could produce 30 tons of moving bags per day. A walk through the production floor revealed one extrusion line running at idle speed. The math didn’t work — that line, running 24 hours at optimal throughput, could barely hit 12 tons with this tape weight.
For a logistics procurement manager, this gap is not a rounding error. It means your container order will take three weeks instead of one. It means your supplier will start sub-contracting to unknown workshops, introducing variance in stitch density and fabric weight you specifically sought to avoid.
- Physical Verification: Count extrusion lines, weaving looms, and cutting stations. A single circular loom produces roughly 80-120 kg of tubular fabric per day. Multiply by the number of looms to get real fabric output. Compare this against the bag weight (GSM) of your order.
- Worker Shift Logs: Ask to see the past month’s production logs and electricity bills. 72% of audited factories outsource tensile testing; a similar proportion will fabricate capacity claims using theoretical maximums that ignore maintenance downtime, shift changes, and employee absenteeism.
- The Audit Cost Hedge: A professional factory audit costs $300–800. One defective shipment from a factory that can’t hit its output targets costs $10,000–$100,000 in logistics penalties, replacement orders, and client churn. The arithmetic is brutal and favors verification before commitment.
Red Flag 2: The Missing Tensile Tester – Outsourced QC You Can’t Trust
72% of audited factories gamble with your load capacity.
Walk onto a factory floor and ask to see the tensile tester. If the production manager points to a dusty corner or tells you they send samples out, you’ve just found the root cause of batch inconsistency. Without in-house Universal Testing Machine (UTM) capability, every shipment is a coin toss. The fabric might meet the 600D woven PP spec at 200+ GSM on paper, but no one verified it before cutting and stitching.
Outsourced QC creates a dangerous feedback loop. A third-party lab might test one sample per container—days after production. By then, 10,000 bags are already palletized. If the lab flags a problem, the factory ships anyway because rework cuts into margin. Worse, the lab report rarely ties back to a specific shift, loom, or fabric roll. You get a pass/fail for the whole lot with zero traceability.
The cost math is brutal. A professional factory audit runs $300–$800. A container of bags with handles that rip at 60% of rated load costs $10,000+ in replacements, damage claims, and blown move-day schedules. The missing tensile tester isn’t a minor equipment gap—it’s a signal the supplier runs production before verification. That order of operations never ends well.
- Calibrated UTM on site: Demand to see a Universal Testing Machine with a current calibration certificate. No UTM, no trust. Ask the operator to run a pull-to-failure test on a random handle sample while you watch.
- In-line sampling protocol: A credible factory tests fabric tensile strength, seam slippage, and handle break load directly from the production line—not from pre-selected swatches. Minimum sampling frequency: one pull test per 500 bags.
- Batch-level traceability: The test report must link to a specific production date, shift, and raw-material lot. If the supplier can’t map a failed bag back to the extruder run, their entire QC story is cosmetic.
Red Flag 3: Single Stitch vs Double Lockstitch – The Handle Failure Trap
Handles rip at 60% of rated load when single-needle chainstitch lacks bartack.
The failure mode is predictable. A mover hoists a 50-pound bag by the handles. The single-needle chainstitch unravels like a zipper, the handle detaches, and the bag hits the floor. What follows is employee injury, property damage, and your phone ringing with an angry client. This isn’t a material defect. It’s a construction shortcut that any auditor can spot in 30 seconds if they know where to look.
Single-needle chainstitch is fast. One thread loops through the fabric and interlocks with itself on the underside. The stitch looks acceptable on the surface. The problem is mechanical: when one loop breaks, the entire seam can pull out in one continuous strand. On the audit floor, ask the line supervisor to hand you a finished bag. Grip the handle at the attachment point and pull perpendicular to the seam. If the thread begins to ladder — individual loops separating under tension — this bag will not survive a real move cycle.
The cost difference to the factory is roughly $0.03 to $0.07 per bag in thread and machine time. The cost difference to you is a liability claim versus a clean delivery.
- Visual Check: Flip the bag inside out at the handle attachment. Single chainstitch shows one continuous thread on top and loops underneath. Double lockstitch shows two distinct thread lines with tight interlocking at the seam center. If you see a single thread path, stop the audit.
- Pull Test: Grip the handle webbing one inch above the stitch line. Apply steady, increasing tension at 90 degrees to the seam. Single-needle stitching will audibly pop and release in a cascading failure. Bartack-reinforced lockstitch holds and the fabric itself should fail before the stitching does.
- Bartack Verification: Examine the corner and base of every handle attachment point. A bartack is unmistakable — it looks like a dense rectangular block of zigzag stitching, typically 3/8 to 1/2 inch wide. If the handle is simply sewn with the same straight stitch as the body seam, reject the lot.
Auditors should also request the factory’s stitch-per-inch (SPI) specification sheet. Industry minimum for load-bearing seams on 600D woven PP is 7 to 9 SPI. Lower SPI means faster production but compromised seam integrity. Anything below 6 SPI is a structural failure waiting to happen, regardless of stitch type.
One audited factory in Zhejiang argued that single-needle was ‘standard for the region.’ That may be true for promotional giveaway bags. It is categorically unacceptable for moving bags rated above 30 pounds. When you spec double lockstitch in the purchase order, you eliminate the bottom-tier factories without having to audit them. They self-select out because they don’t own the machines.
The handle is the only interface between your crew and the load. Every stitch at that attachment point either passes a stress test or it passes a liability onto you. During the audit, pull hard. If the stitching fails in your hands, walk out.
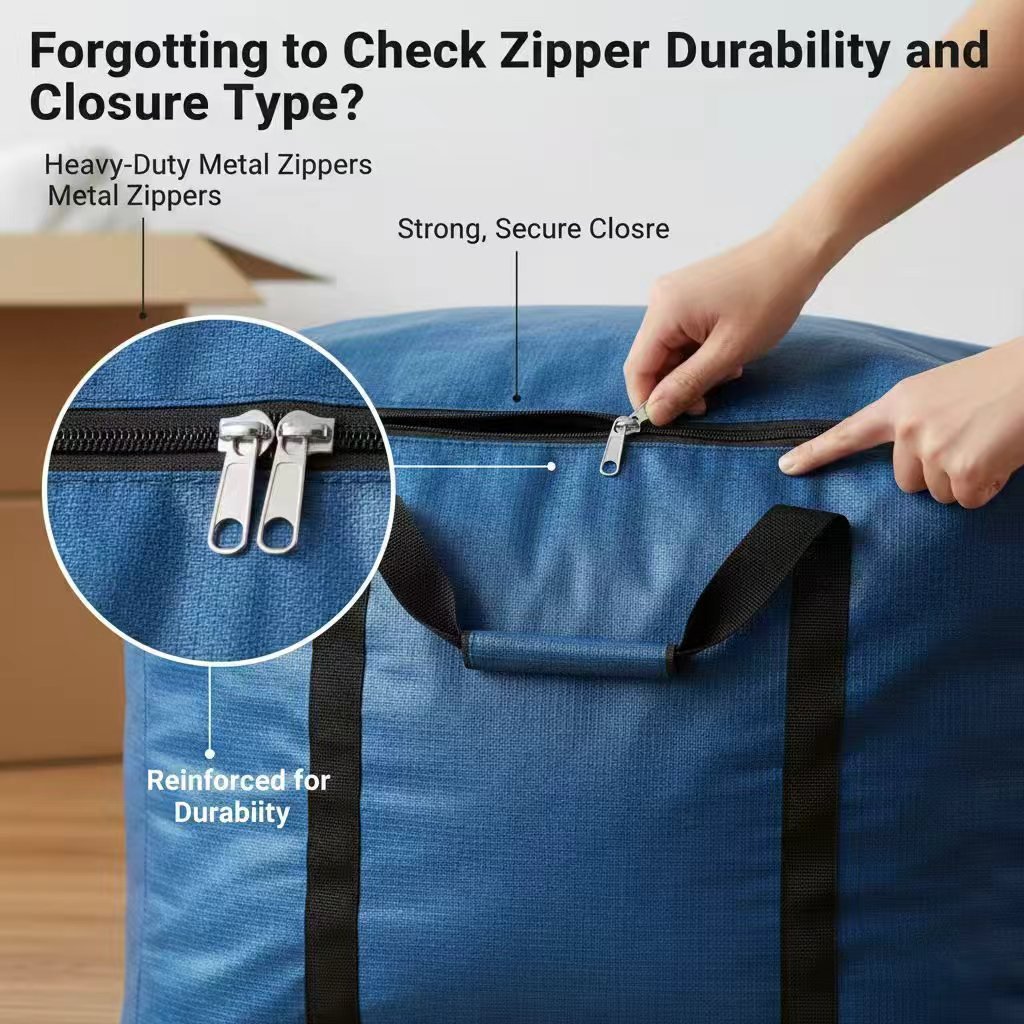
Red Flag 4: Bait-and-Switch Fabric – Denier Rating vs What Arrives
600D label, 160 GSM fabric — you just bought a liability, not a bag.
The bait-and-switch fabric game is the most profitable lie in the moving bag supply chain. A factory shows you a sample made from genuine 600D woven polypropylene — thick, heavy, passes a visual inspection. But when the container lands and you cut open a random bag, the fabric feels thinner. It tears under half the rated load. The denier tag on the spec sheet never changed, but the actual gram per square meter (GSM) dropped by 30%. The factory pocketed the raw material cost difference on your full order.
Denier is a measure of linear mass density, not thickness or strength. A 600D yarn can be woven into a loose, open-pattern fabric that fails before a dense 400D weave. That is why the only meaningful field verification is GSM weight. Industry audit data from 2026 shows 72% of woven PP bag factories outsource tensile testing, meaning they cannot tell you the batch strength of the fabric they are cutting today. Without in-house testing, they rely on supplier claims — and suppliers have every incentive to ship lighter rolls.
- Real 600D spec:: Woven PP at 600 denier should weigh a minimum of 200 GSM. Cut a 10 cm × 10 cm swatch from a production bag and weigh it on a calibrated digital scale inside the factory. If it reads below 180 GSM, reject the batch immediately. The fabric is not 600D.
- What you get in a bait-and-switch:: 150–170 GSM fabric labeled as 600D. Tensile strength drops by 40% or more. Single-stitch seams start tearing at 60% of the rated load. The bag might survive one move cycle before the bottom blows out.
- How they hide it:: Mixing 600D face panels with 400D gussets and bottoms, or running two yarn types on the same loom but printing a single denier claim on the PO. Only cutting and weighing reveals the substitution.
- Financial impact:: A $0.12 per bag fabric cost reduction on a 50,000-bag order puts $6,000 in the factory’s pocket and creates a repeat failure rate that can erase your annual moving supplies budget in cargo claims and crew injuries.
During an audit at a so-called moving bag specialist in Guangdong, the production manager argued that ‘600D just means the thread is 600 denier — the fabric weight can be anything.’ He was technically correct, which is exactly why buyers must shift the conversation from denier to GSM. If a supplier cannot provide an in-house tensile curve with ASTM D4595 or ISO 13934-1 results for the current production lot, walk. A factory that genuinely controls its process will have its own UTM and a dedicated technician. The rest are trading companies assembling parts from unknown subcontractors.
One U.S. logistics client lost $12,000 in a single shipment not because the bags failed tensile testing — they never got tested — but because the customs broker flagged the fumigation-free pallet certificate. That was the visible problem. The hidden one, discovered later, was that the same shipment contained bags with fabric 22% lighter than the signed-off sample. The return costs, lost contracts, and internal investigation eclipsed the original invoice. The lesson: verification is cheaper than litigation, and a fabric audit takes 15 minutes with a scale.

Red Flag 5: Warehouse Horror – Moisture, UV Degradation, and Pest Damage
Bad storage ruins fabric integrity before a single bag is packed.
During a 2026 audit in Yiwu, a factory showcased 20,000 finished moving bags stacked tightly under a leaky roof. The outer cartons looked dry. Inside, mildew had colonized the fold lines of the fabric. The buyer rejected the entire shipment. That $8,200 loss didn’t come from a production defect; it came from ignoring warehouse conditions. For logistics procurement managers, a factory’s storage practices directly affect total cost of ownership.
Moisture is the silent killer of woven polypropylene moving bags. PP itself doesn’t absorb water, but the construction traps humidity between layers. When relative humidity exceeds 70% for weeks, organic dust and starch-based sizing agents fuel mold growth. Even if the fabric feels dry, micro-mold weakens the yarn’s bond, reducing tear strength by up to 15% before visual signs appear. Customs inspectors flag any soggy or odor-laden packaging, often requiring costly fumigation or destruction. A proper audit requires a humidity meter and a nose. If the air smells musty or the floor feels damp, walk away.
UV degradation is even harder to spot during a walkthrough. Polypropylene chains break under ultraviolet light, turning a 600D bag brittle. Warehouses with large windows or translucent roof panels expose stacked inventory to slow-cooking UV damage. Without a UV inhibitor package in the material blend, even 4 months of indirect morning light can drop breaking strength by 25%. Ask the factory manager to show the UV stabilizer certificate or pull samples from the middle of the stack for field burst testing. If they hesitate, suspect every bag near the window is compromised.
- Floor contact: Bags sitting directly on concrete wick moisture. Demand pallets with plastic sheeting or raised racks.
- Skylights/windows: Any direct sunlight on fabric accelerates UV chain scission. Look for UV film or blinders.
- Pest management log: No pest control contract = hidden cockroach, silverfish, or rodent nesting risk inside stacks.
- Humidity records: If they claim climate control, request a 30-day hygrometer log. Internal readings must stay under 60% RH.
- Odor test: Ammonia or earthy smell points to rodent urine or active mold. Reject any bay that fails the sniff test.
A warehouse that fails these checks doesn’t just deliver dirty bags. It delivers a hidden failure curve that spikes your replacement rate and erodes crew trust. In one case, a U.S. logistics firm lost $12,000 when customs rejected a container of moving bags after inspectors found pest-gnawed fabric and insect casings. The root cause? The factory stored empty pallets near a grain processing facility, inviting rodents. For a logistics procurement manager, the warehouse floor is the final gate before your shipment leaves for the port. Insist on ISPM 15 certified pallets, documented pest control, and sealed, climate-controlled storage. If the factory can’t show you those, your load capacity specs on paper are worthless.
Red Flag 6: Hidden Subcontracting – Worker Pay-by-Piece Kills Consistency
Pay-by-piece turns stitch consistency into a lottery.
A factory floor with 50 sewing stations looks impressive. But when you trace 30 of those stations to a cluster of home workshops three villages away, the math changes. Subcontracting to piece-rate cottage workshops remains the most effective way for small factories to simulate scale without owning a single additional sewing head. For the logistics procurement manager, it means batch-level consistency evaporates the moment production leaves the main building.
- Stitch Density Drift: A worker paid per bag on fast single-needle chainstitch will hit 12 to 14 stitches per 3 cm on Monday and 7 by Friday afternoon. On a moving bag rated for 80 kg, that 40% drop in seam density makes handle failure at 60% of rated load a statistical certainty.
- Bartack Omission: The 2-second bartack at the handle termination point costs a piece-rate sewer nothing to skip — and earns them 15 more bags before sundown. Without baracks, load capacity never reaches 220 lbs; rips start at the stress riser exactly where you’d expect.
- Material Mixing: Subcontractors frequently use leftover fabric from previous jobs. You ordered 600D woven PP at 200+ GSM. You’ll receive bags cut from 480D offcuts because the cottage workshop’s margin depends on consuming deadstock first.
During one audit in Ningbo, a factory manager insisted all production happened in-house. We requested a walk to the cutting table at 2:30 p.m. The cutting table was empty. A follow-up visit to a nearby village street revealed the real workforce — six workers hand-cutting panels on dirt floors, with moisture wicking into the PP weave from the concrete. That shipment would have failed the internal tensile test 72% of outsourced factories never run.
Verification is straightforward. Demand a single-location production walk that covers every station from cutting to packing. If the stitching thread supplier changes between samples and bulk, ask why. Count sewing machines at 10 a.m. on a Tuesday, not during a scheduled tour. Subcontracting itself isn’t the crime; hiding it while charging direct-factory pricing is.
Conclusion
An on-site audit that catches these six red flags before wire transfer changes the math from a $10,000+ write-off to a $300–800 insurance policy. The tools are blunt: count the extrusion lines, demand the in-house UTM pull test while you watch, cut open a handle seam, and weigh the fabric yourself. Skip any single verification step, and the cost lands on your dock—not theirs.
Review the full spec sheet for 600D double-lockstitch bags with 220-lb rated handles and ISPM 15 palletization on the product page. Order a pre-shipment sample against your own checklist before committing to container volume.
Frequently Asked Questions
Can you put shoe boxes in these?
Yes, you can place standard shoe boxes inside, provided the bag’s dimensions and opening allow for flat loading without crushing. Overstuffing compromises zipper integrity and load balance. Verify internal bag measurements before packing shoe boxes.
What’s the scoop on these moving totes I keep seeing?
They are heavy-duty reusable fabric bags engineered to replace cardboard boxes with higher weight capacity and moisture resistance. True industrial versions differ massively from retail knockoffs in stitch strength and fabric denier. Audit the spec sheet, not just the listing.
Trying to choose between moving bags vs boxes?
Moving bags excel with irregular, bulky soft goods and resist moisture, while boxes stack uniformly for palletized freight. If your load includes crush-sensitive rigid items, boxes remain safer. Choose based on load profile and handling equipment.
What is Logistics Management?
Logistics management coordinates the flow of goods from origin to consumption, covering transport, warehousing, and inventory control. For moving bag buyers, it’s the difference between on-time DDP delivery and port storage fees that. Factor in lead time and DDP terms before ordering.
How do I verify the factory is not just a trading company?
Request a live video walkthrough showing extrusion and sewing lines, and match the factory name on the export license to the invoice. Trading companies often fail to produce in-process QC footage of your. Live video of production is your best verification tool.

0 Comments